Магнитно-импульсная формовка
- Рифтов;
- Конусов;
- Переходников;
- Фланцев;
- Отбортовка отверстий;
- Оболочек двойной кривизны и др.
- Сопутствующая калибровка, повышающая точность изделий;
- Отсутствие контакта деформирующего инструмента с заготовкой (отсутствие следов, возможность формовки заготовок к различного рода покрытиями);
- Простота технологической оснастки, снижение ее металлоемкости по сравнению с инструментальными штампами;
- Высокая производительности труда и др.
Магнитно-импульсная формовка позволяет деформировать как всю заготовку в целом, так и ее часть. Так формовка переходников на концах длинномерных труб позволяет сократить количество сварных швов на трубопроводе, что повышает его надежность и снижает производственные затраты.
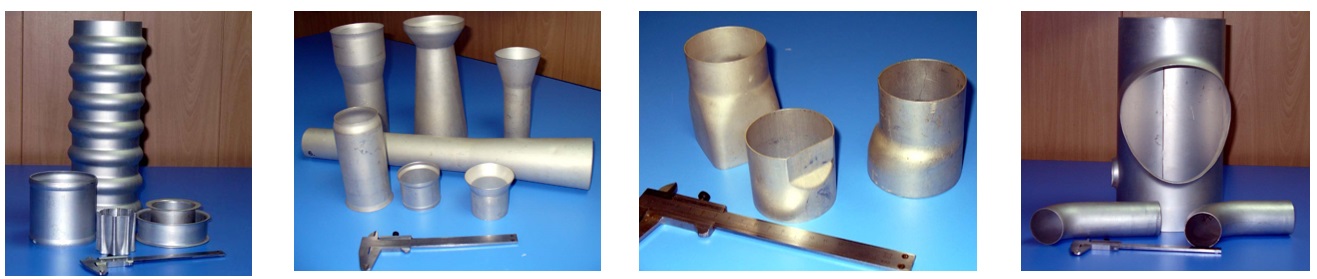
Типичными представителями деталей, получаемыми с помощью магнитно-импульсной формовки из полых заготовок, являются:- трубчатые переходники;
- крупногабаритные полые оболочки;
- трубы с продольными или поперечными рифтами;
- трубы с наружными или внутренними фланцами
Разделение деталей на трубчатые переходники и оболочки произведено по конструктивно-технологическому признаку. Переходники изготавливаются из трубчатых заготовок, имеющих диаметр d = 40…120 мм и толщину стенки s = 1…3 мм. Переходники формуются по схемам раздачи или обжима трубчатой заготовки в зависимости от формы детали. При изготовлении переходников простой формы с использованием схемы обжима заготовки ее минимальный диаметр может составлять 10 мм. Длина деформируемого участка заготовки обычно составляет 20…600 мм. Если переходник формуется на конце трубы, то длина заготовки не ограничивается.
Особую группу представляют переходники сложной формы, к которой относятся детали со смещением осей симметрии приторцевых участков, детали, включающие участки, имеющие плоские выштамповки, сечение в виде многоугольника или эллипса.
Особенностью изготовления переходников сложного контура является неравномерность деформации по периметру заготовки. Деформация заготовки распределяется пропорционально величине зазора между заготовкой и оправкой или матрицей. В связи с этим остаточные напряжения в детали также распределяются неравномерно по периметру и сечению. Деталь после формовки искажена, например, принимает форму эллипса. Для исправления этого дефекта применяют последующую калибровку детали. При этом энергия разряда калибрующего импульса должна быть на 20…40% выше формующего. Следовательно отличительной чертой изготовления деталей сложной формы является то, что требования по точности их изготовления могут быть обеспечены только при использовании двух или более импульсов.
К оболочкам относятся детали, имеющие диаметр d от 100 до 1200 мм, толщину стенки от 1 до 3 мм и длину l от 40 до 1000 мм. В процессе деформирования крупногабаритных заготовок величина деформации заготовки за один переход ограничивается не только ресурсом пластичности материала, но и падением эффективности силового воздействия магнитного поля на заготовку при больших зазорах между индуктором и заготовкой. При формовке оболочек двойной кривизны из конусной заготовки предложена оригинальная схема с использованием секционированного индуктора. Формовка заготовки при каждом импульсе производится секцией индуктора, имеющей наименьшее значение зазора с заготовкой. Это позволило за счет эффективного использования энергии обрабатывать оболочки больших габаритов на установках средней энергоемкости.
Магнитно-импульсная формовка позволяет изготавливать трубчатые детали с поперечными или продольными рифтами. Диаметр труб с поперечными рифтами d может составлять от 40 до 250 мм, толщина стенки – от 1 до 3 мм, длина – от 40 до 2000 мм. Предельная высота рифта ограничивается ресурсом пластичности материала трубы. Формовка поперечных рифтов на трубах может осуществляться по двум вариантам: формовка всех рифтов за один импульс и формовка каждого рифта отдельно с перемещением индуктора между импульсами на шаг, равный расстоянию между осями рифтов. Последний вариант позволяет эффективно использовать энергию, накопленную в батарее конденсаторов магнитно-импульсной установки, поэтому используется чаще, чем первый. Для снижения величины утонения стенки трубы на радиусе перехода от цилиндра к рифту длину индуктора следует выбирать меньше ширины рифта.
При формовке поперечных рифтов необходимо использовать матрицу с осевым разъемом. Трубы с наружными и внутренними фланцами, формуются по схеме «раздача» и «обжим» соответственно.
К листовой формовке относятся технологические процессы, осуществляемые индуктором, ось рабочей зоны которого перпендикулярна поверхности заготовки
Особенностями изготовления деталей с отбортовками многоугольной формы является то, что на прямолинейных участках получение борта близко к схеме гибки, в то время как на участках скругления профиля борта процесс аналогичен процессу отбортовки горловин круглой формы. Естественно, что для формирования этих участков требуются различные уровни давления ИМП.
Регулирование распределения давления ИМП по периметру заготовки производится путем изготовления выборки в углах индуктора (профилирование формы токопровода).
Отбортовка горловин на трубчатых заготовках производится с помощью плоского индуктора, рабочая зона и корпус которого имеют цилиндрическую форму, соответствующую внутреннему контуру заготовки. Предварительно в трубчатой заготовке изготавливается эллипсное отверстие при формовке горловины с плоским торцом, или круглое – при седлообразной форме торца горловины.